
Алюминий используется в производстве конструкций и деталей для многих отраслей промышленности. Поскольку это стабильный металл с относительно небольшой плотностью, алюминий и сплавы на его основе используются в конструкции самолетов, автомобилей, кораблей и промышленных предприятий.
Свойства материала вызывают определенные трудности в процессе обработки и сварки алюминиевых изделий. Ручная дуговая, плазменная и другие виды способов сварки не предназначены для работы с этим металлом. Только аргонодуговая сварка в аргоне (TIG) позволит учесть все сложности и детали. В отличие от полуавтоматической сварки МИГ обработка ведется неплавящимся электродом в благоприятных для металла условиях.
Особенности алюминия
Свойства алюминия и алюминиевых сплавов требуют определенных спецификаций процесса сварки. Даже при подходящей сварке TIG необходимо учитывать следующие характеристики:
- Образование оксидной пленки – это слой, который образуется при контакте поверхности металла с кислородом. Для удаления оксида алюминия Al2O3 при сварке требуется температурное воздействие более 2000°С, при этом температура плавления самих алюминиевых деталей от 650°С. Процесс сварки следует сравнивать с эффективным удалением оксидной пленки без повредив металл.
- повышенная усадка – свойство алюминия, влияющее на деформацию и растрескивание шва при неправильной температуре сварки алюминия.
- Высокая окисляемость влечет за собой риск образования прочной пленки на поверхности расплавленных алюминиевых изделий. Усложнение процесса получения ровного и правильного сварного шва.
- Низкая температура плавления — сварка непригодным для алюминия способом и при температуре 2000°С необходима для устранения оксида, разрушающего прочность материала. Плавление алюминия начинается при 650–660°С, и воздействие не должно значительно превышать это значение.
- Отличный поток — это атрибут, обусловленный предыдущим абзацем. Алюминиевые детали способны переходить в жидкое состояние уже при температуре 500-520°С, что является причиной возможного обгорания контактных поверхностей и самих заготовок.
- Высокая теплопроводность алюминия требует силы тока в 1,5 раза выше, чем при сварке стальных блоков, а следовательно, и применения более мощного оборудования.
- Постоянный цвет при плавлении – поверхность алюминия практически не меняет цвет при контакте с высокими температурами. В то же время визуально контролировать температуру и время сварки без специальных вспомогательных датчиков затруднительно.
- Небезопасен для окружающей среды — в процессе охлаждения и охлаждения на воздухе в шве часто образуются поры и трещины в результате испарения водорода и индивидуальных свойств алюминия и сплавов.
Снизить риск при сварке сложного алюминия можно за счет опыта и знаний сварщика, а также соблюдения точной технологии работ. Метод сварки TIG обеспечивает возможность устранения кислорода в аргоногенной среде для защиты швов от оксидной пленки, что значительно упрощает соединение алюминиевых деталей.

Технология TIG сварки: преимущества и недостатки
Сварка алюминия аргоном на первый взгляд кажется сложной и трудной задачей. Однако метод TIG универсален и позволяет соединять заготовки любой толщины. При этом сварной шов характеризуется однородностью, высокой прочностью и чистотой без образования пор и трещин.
- работа с алюминием и другим металлом;
- стабильность сварочного тока;
- формирование аккуратного ровного шва;
- высокая прочность соединения;
- пониженная температура нагрева;
- отсутствие пор и загрязнений в швах.
- необходимость специального оборудования;
- более сложная настройка сварочного аппарата;
- высокие требования к подготовке заготовки;
- квалифицированные навыки сварщика.
Результат, полученный при аргонодуговой сварке, позволит снизить брак изделий, а также значительно повысить прочность и качество соединений. Основные достоинства метода перекроют мелкие недостатки, связанные с высокой сложностью работы.
Что нужно для TIG сварки алюминия
Оборудование и приспособления для сварки алюминия аргоном необходимо выбирать с учетом функций и сложности работ. Толщина материала, тип формируемого шва и многие другие свойства влияют на выбор комплектующих. В базовый комплект для аргонно-дуговой сварки алюминия должны входить:
- Инверторный сварочный аппарат переменного тока TIG. Следует покупать преобразователи, генерирующие переменный ток (AC) или универсальные (AC/DC).
- Аргонно-дуговая горелка. Для очистки газа также необходимо иметь дополнительную газовую линзу (гильзодержатель).
- Газовый баллон с втулкой для крепления горелки.
- Подходящая заправочная нить. Выбор состава и типа проката определяется маркой обрабатываемого алюминия. Например, для чистой проволоки рекомендуется № 5356, для алюминия с примесями — № 4043 с содержанием кремния.
- Вольфрамовые электроды. Для сварки TIG предназначены электроды с красным наконечником (WT 20), серым (WC 20) или желтым (WC 20) диаметром 2,4 мм и более.

Переменный или постоянный ток — что выбрать
Большинство сварочных инверторов оснащены режимами сварки постоянным (DC) и переменным током (AC). Чтобы понять отличия, сравним действие двух видов тока на алюминий.
Постоянный ток с прямой полярностью не позволит достичь температуры более 2000°С, избавившись таким образом от оксида на поверхности. При обратной полярности пленка оксида очищается катодным методом. Кинетическая энергия положительных ионов позволяет разрушить и удалить оксидный слой. Однако этот метод дает чрезвычайно резкий скачок высокой температуры воздействия. Такой жар не выдерживает даже вольфрамовый тугоплавкий электрод, а алюминий подвергается риску разрушения.
Воздействие переменного тока AC при обратной полярности способствует качественной и правильной сварке алюминия. Для разрушения оксида Al2O3 применяют ток обратной полярности, для предотвращения перегрева производят работу с прямой полярностью до стабильной сварочной дуги.
В редких случаях применяют машины постоянного тока, поскольку процесс сварки усложняется и удорожается. Есть риск повреждения заготовки, необходимость дорогого гелия, возможна обработка детали только небольшой толщины. Для комфортной сварки алюминия аргоном нужно выбирать аппарат с поддержкой переменного тока или универсальный AC/DC.
Подготовка деталей к сварке
Предварительная очистка и подготовка алюминиевых деталей обеспечивает эффективность обработки и высокое качество соединения. Остаточные загрязнения или частицы могут снизить надежность и прочность шва. Для начала поверхность изделия следует обезжирить уайт-спиритом, бензином или ацетоном. Тогда для лучшего эффекта рекомендуется использовать два метода очистки алюминия:
- Механический. На данном этапе очистка производится вручную путем физического воздействия. Аксессуары в виде наждачной бумаги, скребка, металлической щетки удалят видимые загрязнения, остатки краски и окисления.
- Химический. Дополнительная очистка требуется для промышленных и профессиональных работ. Оксидная пленка и комплексные загрязнения эффективно устраняются обработкой специальным раствором – 1 л воды, 45 г фторида натрия и 50 г натрия технического. Заготовку помещают в раствор на 1 минуту, затем промывают проточной водой. Химическая обработка удалит оксиды и защитит от дальнейшего загрязнения на 3-4 дня.
При толщине заготовки более 4 мм рекомендуется проводить резку и обработку кромок. Сварочная ванна опускается относительно поверхности детали для закрепления корня шва. Это притупление предотвратит ожоги. В случае слишком тонкой детали края загибаются под углом 90° по отношению к листу для плотного прилегания в стыке. Надлежащая подготовка кромок предотвратит чрезмерное напряжение и дальнейшую деформацию алюминия во время сварки.
Помимо обработки свариваемого металла, необходимо также подготовить катанку. Очистку проводят растворителем и травление в 15% растворе технического натрия при температуре 60-70°С. Перед сваркой проволоку сушат и нагревают.
Настройка TIG-аппарата
Правильное расположение сварочного аппарата позволит точно измерить толщину и определить состав алюминиевой детали. Величина сварочного тока зависит от размера и типа обрабатываемой детали. Перед пуском агрегата подается защитный газ аргон с расходом, регулируемым с помощью манометра. Для сварки в помещении расход регулируется в диапазоне 6-8 л/мин, на открытом воздухе значение настраивается до 12 л/мин.
Следующим шагом является тщательная проверка параметров, влияющих на качество шва:
- весы aC для очистки пленки и рабочего плавления;
- достаточная частота тока для плотности и стабильности сварочной дуги;
- создаваемая форма волны — прямоугольник для лучшего плавления, синусоидальный для плавной мягкой дуги, треугольный для лучшего контроля температуры при сварке тонкого алюминия.
Настройка аппарата TIG проверяется визуальным осмотром и работоспособностью во время пробного шва. Необходимо получить правильную сферическую форму для проникновения. В других случаях возможной причиной является недостаточная сила тока и частота.
Процесс сварки алюминия аргоном
Аргонная сварка алюминия осуществляется с учетом подготовительного и контролируемого этапов. Качество сварки и качество шва зависят от профессионализма сварщика и точного соблюдения инструкций по выполнению работ.
- После завершения операций по очистке и сушке обработанной алюминиевой зоны на горелку устанавливается эффективно заточенный электрод нужного диаметра. Вылет около 2 мм.
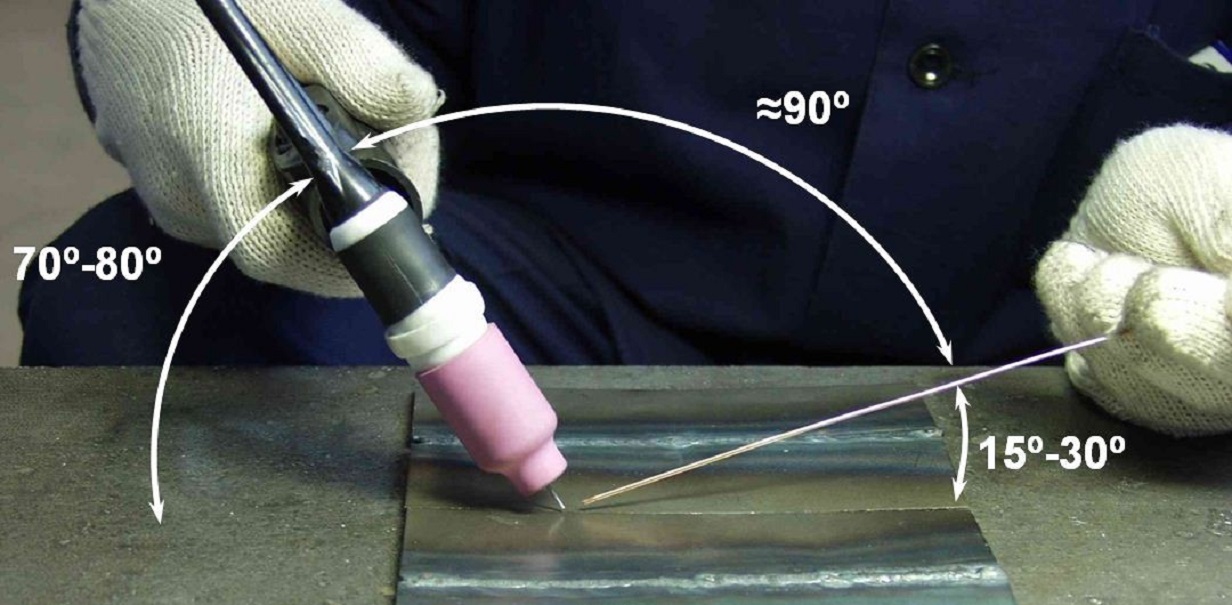
- Положение электрода во время работы контролируют под углом 70-80 градусов по вертикали к свариваемой поверхности. Выдерживая расстояние до заготовки не более 2,5 мм, обеспечивается чистый и ровный шов.
- Для возбуждения сварочной дуги рекомендуется бесконтактный способ с высокочастотным генератором. Фонарь и наполнитель прочно удерживаются, не касаясь металла.
- Проявление расплавленного металла и стабильной дуги позволяет подключить к процессу добавки. Проволока подается под прямым углом к электроду и под углом до 20-30° к поверхности детали, образуя «сварочную ванну». Время формирования примерно равно толщине заготовки (мм) в секундах. Важно не допускать перегрева и следить за появлением зеркального пятна.
- Сварочный шов формируется плавным перемещением горелки по линии стыка с равномерной подачей проволоки. На каждом шаге выполнения стежка проверяется гладкость поверхности бортика.
- Присадочный стержень находится в зоне защитного аргона для предотвращения окисления поверхности.
- По окончании процесса сварки кратер заполняют путем постепенного уменьшения силы тока и подачи проволоки, а также ускорения движения электрода. Углубление шва на конце защищается сваркой в обратном направлении. Дуга гасится, а соединение очищается остаточным инертным газом. Наличие функции «Постпоток» обеспечит обдув до тех пор, пока поверхность не остынет.
- Визуальной оценкой качества соединения является равномерность размеров и направления шва. По всей длине при правильной сварке достигаются идеальные «чешуйки» одинаковой формы и толщины без отверстий и прижогов материала.

Особенности аргонодуговой сварки алюминия
Качество соединений и процесс комфортной сварки алюминия определяются рядом технологических особенностей. Следуя четким инструкциям и определенным приемам, можно добиться желаемого результата даже при небольшом опыте сварки.
- допускается использовать только очищенный и заточенный вольфрамовый электрод диаметром до 0,55 см. При изменении режима тока необходимо выбирать электроды совместимого размера;
- между электродом и свариваемой поверхностью выдерживается минимальное расстояние для уменьшения сварочной дуги и повышения чистоты шва;
- присадочную проволоку проводят вдоль стыка перед электродом под углом 90°. Удилище движется плавно, без рывков и вибраций, что предотвращает разбрызгивание;
- для тонкого алюминия рекомендуется использовать прокладку из нержавеющей стали. Дополнительный слой устранит прожоги, улучшит отвод тепла от сварочной ванны и сэкономит электроэнергию;
- за счет гравитации аргона сварку ведут на потолке и высоких поверхностях в вертикальном положении с примесью гелия и при повышенной мощности дуги.
Оборудование для сварки аргоном: ТОП-3
3. КЕДР MultiTIG-2000P AC/DC
Устройство от производителя из России с поддержкой переменного тока для соединения алюминиевых, никелевых, стальных и других изделий. При наличии можно управлять с помощью пульта дистанционного управления. Предназначен для бытового и профессионального использования в промышленности.
- расширенные рабочие функции;
- режим pULS для тонкого металла;
- функция памяти с 10 режимами;
- рабочий цикл 100%;
- три формы волны переменного тока;
- бесконтактное зажигание дуги (ВЧ).
- недостаточная герметичность корпуса;
- отсутствие функции «холодная сварка».
2. ТСС PRO TIG/MMA 200P AC/DC Digital
Инвертор с возможностью качественной сварки алюминия, стали и цветного металла. Цифровой микропроцессор обеспечивает высокоточную настройку и стабильность в рабочем процессе. Поддерживаются типы TIG AC/DC, PULSE TIG AC/DC и MMA. Компания «ТСС» основана в России и является крупнейшим производителем профессионального оборудования.
- инверторная технология на основе IGBT-транзисторов;
- сварка алюминия, углеродистых, низколегированных и нержавеющих сталей;
- режимы работы горелки TIG 2T/4T;
- системы защиты от перегрева и поражения электрическим током;
- регулируемый кратерный ток.
- сильноточная ступень регулировки (10 А);
- нет контакта с педалью;
- рабочий цикл 60%.
1. Fubag INTIG 200 AC/DC PULSE
Сварочный аппарат от немецкого производителя с высокочастотным зажиганием дуги HF TIG и TIG-LIFT. Позволяет варить алюминий аргоном с повышенным комфортом и качеством. Оснащен импульсной функцией для тонких изделий и многофункциональной панелью управления с дисплеями.
- горелка FB TIG 26 5P 4 метра и насадки в комплекте;
- память на 9 рабочих программ;
- режим точечной сварки (SPOT);
- система принудительного охлаждения;
- разъемы из термостойкого пластика.
- короткий рабочий цикл при максимальном токе.
Выводы
Алюминиевые изделия и сплавы на его основе имеют индивидуальные характеристики и свойства. Образование оксидной пленки на воздухе, низкая температура плавления, текучесть и зависимость от окружающей среды требуют особого подхода при работе с материалом. Машиностроение, промышленность, судостроение, авиастроение и многие другие области требуют применения алюминиевых компонентов. На практике для соединения алюминия требуется специальная аргонодуговая сварка. Для качественного выполнения работы этим методом необходимо помнить о нескольких важных аспектах:
- Сварка алюминия аргоном осуществляется полуавтоматическими или стандартными аппаратами на переменном токе.
- Цветостойкость и другие индивидуальные свойства алюминия затрудняют его сварку.
- Метод TIG защищает металл аргоном и предназначен для обработки алюминия.
- Перед сваркой вольфрамовый электрод очищают и шлифуют.
- Обрабатываемые материалы очищаются механическими и химическими технологиями от краски, жира, коррозии и других загрязнений.
- Чтобы получить ровный и чистый шов, важно точно следовать инструкции процесса сварки.
- Важнейший параметр – стабильная дуга и минимальное расстояние до поверхности (2,5-3 мм).
- Электрод держат под углом до 70-80° к заготовке, присадочную проволоку — 20-30°.
- Вертикальная сварка алюминия аргоном в потолке допускается с использованием гелиевой смеси.

