
Сегодня для организации водопровода используют трубы из полипропилена или пластика. Такие изделия отличаются увеличенным сроком службы – до 50 лет. Технология сборки трубопровода из полипропилена основана на термическом воздействии путем пайки изделия. Процесс пайки полипропиленовой трубы требует определенной подготовки, наличия специального инструмента и соблюдения точных правил. Качественное соединение обеспечит прочное уплотнение и долгий срок службы системы.
Способы сварки полипропиленовых труб
Стыковое соединение
Пайка элементов трубопроводов большого диаметра от 60 мм и с толщиной стенки не менее 4 мм осуществляется методом стыкового соединения. Нагретая круглая часть трубы должна иметь одинаковую и равномерную температуру. Поверхности стыка разогреваются дисковым сварочным аппаратом и специальными насадками. Важным параметром насадки является тефлоновое покрытие, предотвращающее прилипание полиуретана при стыковке. При достижении требуемой теплотворной способности оба элемента соединяют под давлением и выдерживают до полного остывания.
- высокое качество связи;
- работа в промышленности и жилищно-коммунальном хозяйстве;
- пайка только инструментом и насадкой.
- равномерный контроль температуры по всему периметру;
- несовместимость с тонкими трубами небольших размеров.
Раструбная сварка
Самый распространенный метод пайки труб из полипропилена. Предназначен для использования в быту, на промышленных предприятиях и при ремонтных работах. Процесс пайки плинтуса осуществляется с использованием полипропиленовой арматуры. Сварочный инструмент одновременно нагревает трубу и внутреннюю часть фитинга. После нагрева соединяемые изделия крепятся вручную.
- универсальность применения метода;
- стандартное сварочное оборудование.
- необходимость захвата.
Муфтовая сварка труб
Не менее надежный, но реже малоиспользуемый способ сварки полипропиленовых труб. В электромуфте соединяемые изделия фиксируются с двух сторон. Пропущенный ток обеспечивает нагрев и размягчение внутренней поверхности детали. Под давлением сжатия образуется прочная посадка корпуса и пайки труб. После остывания поверхность муфты плотно прилегает к материалу, образуя целостность конструкции.
- связь высочайшего качества;
- отсутствие необходимости дополнительной центровки труб;
- отсутствие степеней и внутренних степеней.
- высокая стоимость устройства и фурнитуры;
- контроль неподвижности детали перед охлаждением.
Параметры пайки
На качество паяльных труб из полипропилена влияют внешние условия и индивидуальные свойства материалов. Для достижения эффективного конечного результата необходимо учитывать характеристики следующих факторов:
- Внешние условия. Температура окружающей среды, ветер, повышенная влажность – важные критерии, влияющие на продолжительность обогрева труб. При работе на открытом воздухе при температуре до +10–15°С остывание полипропилена будет происходить довольно быстро. При особо высокой влажности и осадках — практически сразу. Недостаточный нагрев приведет к слабому шву низкого качества. В этом случае требуется предварительный нагрев перед пайкой.
- Размеры продукта. Существует прямая зависимость между диаметром обрабатываемых элементов и временем нагрева. Полипропиленовая труба начинает плавиться при температуре +120–140 °С. Пайка осуществляется при +240–270°С. Определить точное значение для установки можно только с учетом измерения диаметра. Зависимость размера полипропиленовой трубы от продолжительности нагрева представлена в таблице ниже. Показателем сварочной ленты является длина нагреваемой части материалов от края по оси.

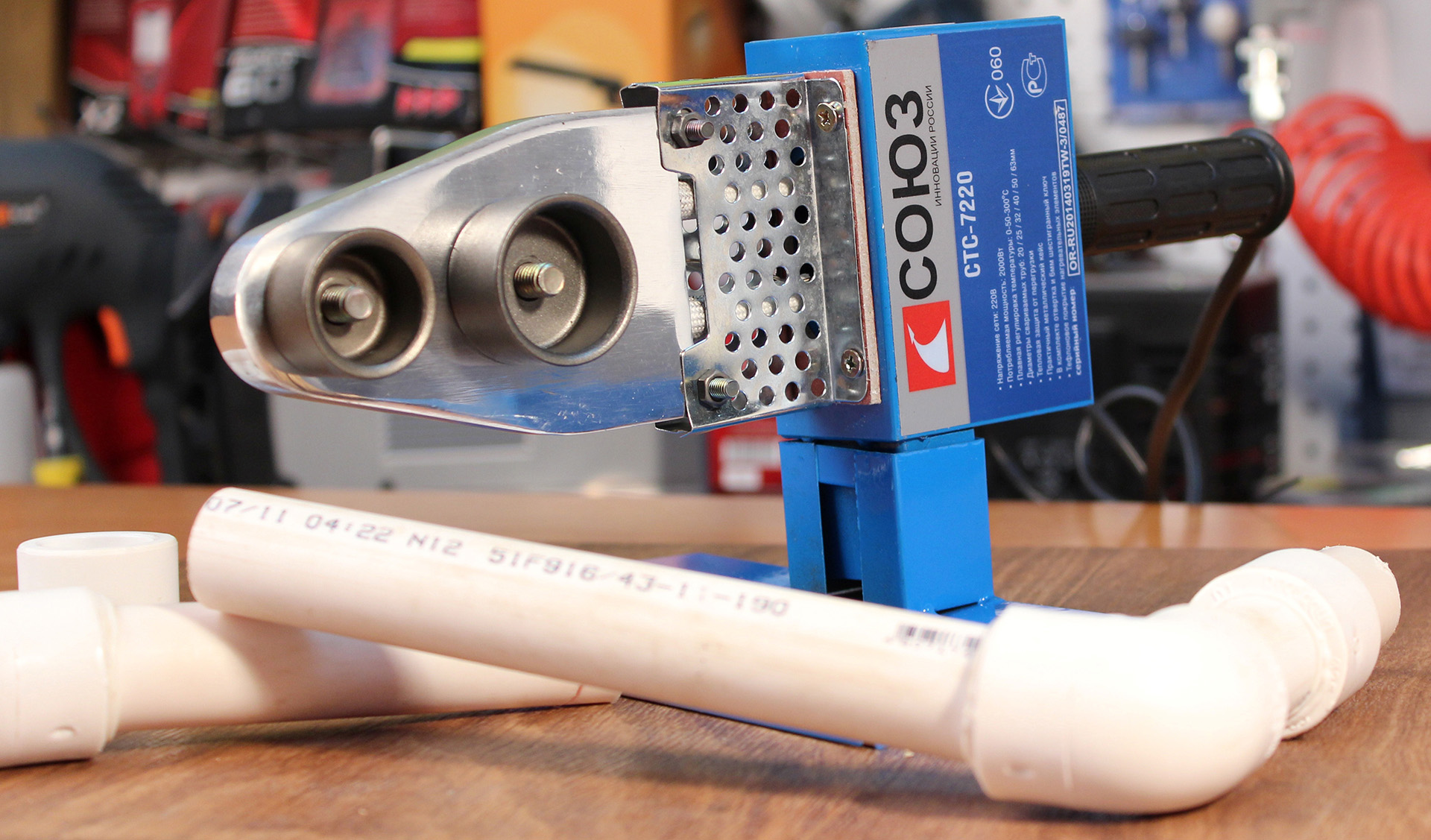
Паяльник для полипропиленовых труб
Пайка полипропиленовых труб своими руками или при обращении к мастеру осуществляется специальным оборудованием – паяльником для труб. Самый популярный паяльник работает по принципу гнездовой стыковки. Такое устройство способно легко и быстро подключаться к полипропилену при монтаже водопроводных или отопительных систем. Основные конструктивные элементы патрубка паяльника:
- опорная база;
- чехол с подставкой;
- рычаг;
- нагревательное устройство;
- насадки и горячая плита.
Сопла с тефлоновым покрытием обеспечивают температурное воздействие и нагрев обеих сторон детали. После этого полипропиленовые трубы подключаются под питание и охлаждаются. Комплект насадок приобретается исходя из необходимых диаметров.
Технические параметры
Разные модели паяльников отличаются характеристиками, поддерживаемыми функциями и совместимостью с теми или иными задачами. Для правильной пайки полипропиленовой трубы необходимо ознакомиться с основными техническими характеристиками оборудования.
- Власть. По потребляемой мощности различают маломощные устройства до 1 кВт с одним нагревательным элементом и профессиональные паяльники до 2 кВт с двумя нагревательными элементами. Первые предназначены для монтажа полипропиленовых трубопроводов в типовых домах или небольших коммерческих помещениях. При работе в коммунальном хозяйстве, промышленности и крупных стройках используется профессиональный инструмент.
- Размер соединяемой детали. Для соединения больших заготовок нужен станок, поддерживающий инструменты до 110 мм. Для бытового использования с трубами размером до 40 мм подойдет стандартный маломощный агрегат.
- Температура нагрева. Средняя температура сварки полипропилена составляет 260°С. Паяльник для пайки полипропиленовой трубы должен выдерживать это значение. Часто приходится соединять и более легкоплавкие детали. Универсальная функция обеспечит поддерживаемый диапазон температур от 50 до 300 °C.
Инструмент может быть оснащен индикаторами пуска и напряжения, встроенным термостатом, ЖК-дисплеем, регулятором времени нагрева и другими опциями в зависимости от комплектации и модели. Паяльник подбирается исходя из требований задачи и свойств изделий.
Популярные модели сварочных аппаратов
Сварочный аппарат Super Ego Eco 63
Сварочное устройство для пайки полипропиленовых труб гильзовым способом. Применяется при ремонте и прокладке систем водоснабжения и отопления. Тефлоновая поверхность наконечника предотвращает прилипание. Оснащен электронным регулятором температуры нагрева.
- быстрый нагрев рабочего элемента;
- расширенный набор розеток;
- эксплуатация в местах с ограниченным доступом.
- короткий электрический кабель;
- нет зажима для стола.
Ритмо R125Q ТФЭ
Паяльник для соединения полипропиленовых труб своими руками. Предназначен для обработки труб диаметром 16-125 мм. Пайка производится дисковым элементом с надежным тефлоновым покрытием. Для администрирования оборудована практичная ручка. Предусмотрена автоматическая установка детали и поддержание градусов.
- индикатор звуковой температуры;
- электронный регулятор.
- в комплекте нет насадок.
Ротенбергер Роуэлд Р 63 Т
Паяльник розеточного типа мощностью 800 Вт. Позволяет качественно паять полипропиленовые трубы размером до 63 мм. С помощью агрегата можно установить систему отопления и водопровода. Рабочая температура регулируется в диапазоне 200-279°С с автоматической поддержкой.
- 6 насадок 20-63 мм в комплекте;
- светодиодная индикация состояния;
- прикрепите к зажиму или к опоре.
- ожидание нагрева около 5-7 минут.
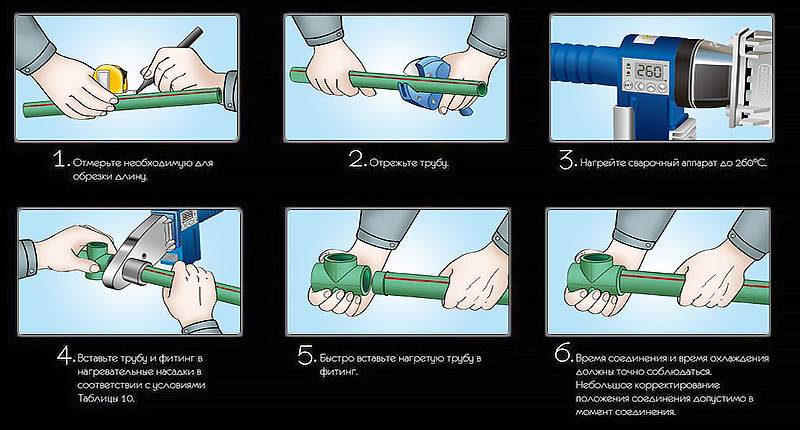
Пайка полипропиленовых труб — основные этапы
Получить качественное соединение без брака своими руками поможет соблюдение основных правил и инструкций. Рассмотрим порядок раструбной пайки полипропиленовой трубы:
- Паяльник устанавливают на ровную твердую поверхность в горизонтальном или другом положении.
- Необходимо осмотреть и проверить трубу на наличие трещин, заусенцев и неровностей, при необходимости отремонтировать или очистить ее.
- Паяльник подключается к сети с помощью кабеля и удлинителя сечением не менее 1,5 мм.
- Чтобы отрезать заготовку под прямым углом, потребуются специальные ножницы.
- Подготовка свариваемой поверхности состоит из обезжиривания и удаления загрязнений.
- Внешний слой полипропилена и алюминиевый слой зачищают бритвой с последующей разметкой длины сварочной ленты.
- После проверки на сварочный аппарат устанавливаются правильные насадки.
- Обработанная труба укладывается на втулку, фитинг надевается на оправку.
- Проверяется работоспособность паяльника и запускается нагрев с ожиданием по возможностям прибора.
- Достигнув температуры ок. 260°С изделия быстро соединяются в местах для нагрева с мощностью без переворачивания перед охлаждением.
Ошибки монтажа
Пайка полипропиленовых труб без опыта и знания технологии может привести к неправильным соединениям и недостаточной прочности шва. Основные ошибки возникают при нарушении техники, и их легко предотвратить, если помнить о следующих правилах:
- Поверхность обрабатываемой трубы должна быть сухой и чистой. Загрязнение, влага и ржавчина снижают герметичность шва при пайке.
- Стыковка труб осуществляется с сохранением точной соосности. При резке есть риск деформации и образования заусенцев.
- Для наилучшей совместимости и распространения необходимо покупать оборудование одной марки с одинаковым составом. Используемые материалы разных производителей могут различаться по совместимости и вызывать дополнительные негативные последствия.
- Покупайте и используйте только хорошо зарекомендовавшие себя болты для пайки. Устройство должно поддерживать требуемый температурный диапазон и равномерность. Наличие тефлонового покрытия на фитингах предотвратит их прилипание. Для удобства важно оснастить электронными индикаторами, процессором и экраном.
- В случае перегрева внутреннюю поверхность труб можно заполнить расплавленным излишком полипропилена. В такой ситуации водопроводная и отопительная системы не смогут нормально функционировать. Нагревайте трубы в соответствии с точным расчетом продолжительности и мощности.
Выводы
Полипропилен – экономичный и высокопрочный материал. Производится путем полимеризации этилена и пропилена. Особый состав и свойства означают, что он может выдерживать температуру жидкостей до +90°C и давление до 2,5 бар. Такие материалы получили большую популярность в производстве труб для систем отопления и водопровода. При монтаже трубопровода возникает необходимость в нарезке и соединении элементов. Понять, как правильно паять полипропиленовые трубы, поможет только опыт и практика работы. Выделим основные задачи в процессе сварки изделий из полипропилена:
- Пайка полипропиленовых труб осуществляется стыковым, раструбным или соединительным способом. Самый популярный способ соединения – раструбный. Для соединения изделий диаметром более 60 мм применяют стыковое соединение.
- Условия окружающей среды влияют на состояние трубы при нагреве. При низкой температуре и высокой влажности плавление происходит медленнее, а охлаждение происходит значительно быстрее. В таких случаях необходимо предварительно подогреть заготовку перед работой.
- Продолжительность нагрева также зависит от диаметра изделия. Меньшая трубка должна нагреваться быстрее, чем большая. Средняя температура пайки составляет +240–270°С. Точное значение определяется с учетом диаметра. Для измерения размера сварочной ленты вам понадобится разметочный карандаш и рулетка.
- Выбирайте сварочный наконечник исходя из задач и потребностей. Пайка в труднодоступных местах осуществляется только приспособлением небольших габаритов. Во избежание прилипания к трубам важно иметь на насадке тефлоновое покрытие. Монтаж проводов в быту потребует мощности горелки ок. 1 кВт, для торговли и крупных объектов необходим резерв до 2 кВт. Дополнительные функции и дисплей облегчают и упрощают использование.
- Паять полипропиленовые трубы можно без большого опыта, зная свойства материала и основные приемы сварки. В первую очередь нужно нарисовать схему монтажа водопроводной или отопительной системы. Далее выбирают рабочий инструмент и способ пайки в зависимости от параметров труб. Соблюдение технологии пайки и табличные размерные значения для работы с полипропиленом помогут добиться желаемого результата.

